Existen diversos métodos para la fabricación de piezas de plástico, las dos más populares son la inyección y el soplado PET. Este último se emplea para fabricar piezas huecas como lo son botellas y recipientes para contener líquidos. Aquí te platicamos más acerca de este procedimiento y algunos tipos de maquinaria para llevarlo a cabo.
¿Qué es el soplado PET?
El soplado PET o soplado de plástico es uno de los procesos mediante el cual se transforma el plástico en piezas huecas, como por ejemplo botellas para bebidas carbonatadas, medicamentos o de uso cosmético.
La principal característica de esta técnica es que se utiliza aire inyectado para ejercer presión en las paredes de una pieza de PET previamente moldeada (preforma o precursor) y estas se expanden siguiendo una forma estipulada de antemano (molde).
En el caso del moldeo de piezas huecas, el proceso es multiface. Se describen a continuación sus elementos en términos generales, para luego desarrollarlos con más detalle de acuerda a cada técnica:
- Fusión del PET
- Fabricación una forma tubular mediante extrusión o inyección (precursor)
- Fase opcional: calentar el material en caso de ser necesario
- Soplado en el molde según la geometría del envase final
- Enfriamiento de la pieza
- Expulsión
Tipos de soplado PET
Existen diferentes tipos de soplado de acuerdo con el precursor que se utilice: el moldeo por inyección-soplado, el moldeo por extrusión-soplado, el moldeo por coextrusión-soplado y el moldeo por tensión-soplado.
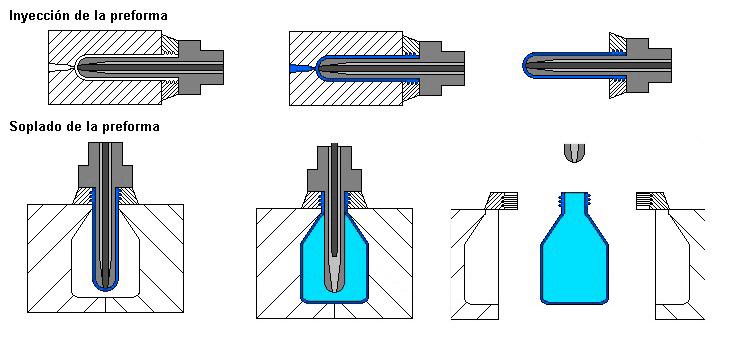
Moldeo por inyección-soplado
El polímero que será procesado, en este caso el PET, se moldea en una preforma (precursor) parecida a un tubo de ensaye. Este moldeo puede realizarse también mediante inyección. Luego, ésta se calienta y se introduce en el molde que contiene la forma final deseada; posteriormente, se inyecta aire hasta conseguir que se expanda por todo el molde y se expulsa. Las máquinas de este tipo son más caras que las que extrusión debido al paso adicional de moldear la preforma. Sin embargo, permite un control más elevado del producto final, de la densidad de las paredes del plástico, y es idónea para la producción de botellas pequeñas.
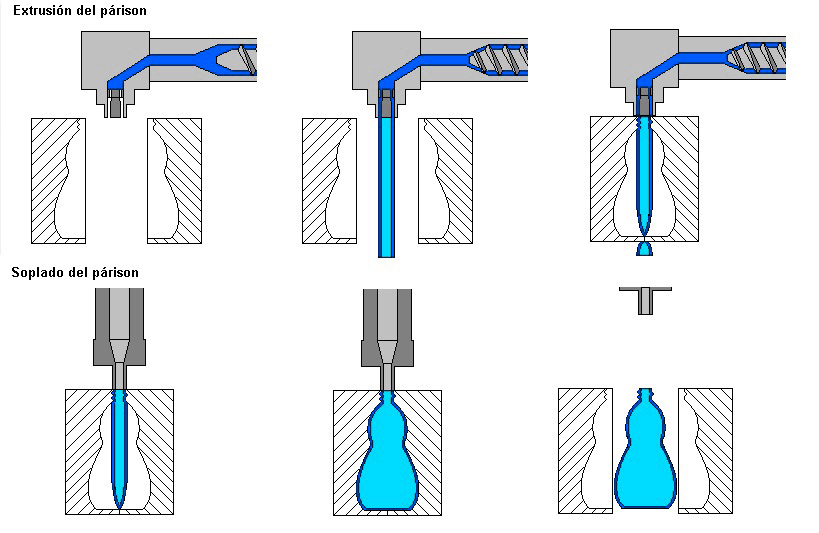
 Moldeo por extrusión-soplado
Moldeo por extrusión-soplado
Para este método se utiliza una manga tubular, también llamada parisón, que se extruye del cabezal y es cerrada herméticamente en su base dentro de un molde. Con respecto a la inyección-soplado, para este proceso se requiere un material de mayor viscosidad para que la manga no se “escurra” del cabezal. Luego, el parisón se sopla hasta expandirlo en todo el molde; se enfría y se expulsa la pieza. Este proceso es considerablemente más veloz y barato que el de inyección; sin embargo, es menos adecuado para el PET. Además, mediante este método se producen muchos recortes y es complicado controlar el espesor de la pared.
Moldeo por coextrusión-soplado
Es un derivado de la técnica de extrusión-soplado. Con ésta se consiguen productos multicapa. El primer paso consiste en construirlas por separado; posteriormente, se unen con una boquilla que los extruye en un solo tubo o manga. Éste se moldea finalmente por soplado, tal como se describió anteriormente. Es un método que incluye distintos tipos de permeabilidad, disminuye el costo de los materiales, se pueden utilizar en el proceso materiales reciclados o de menor calidad y crea efectos visuales de colores iridiscentes, además de ser utilizado para hacer depósito de combustible.
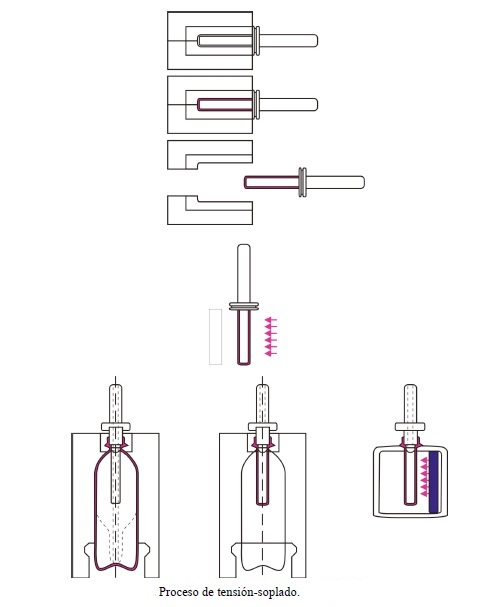
Tensión-soplado o estiramiento-soplado
Debido a su resistencia, este proceso, que es derivado del de inyección-soplado, se utiliza en las bebidas carbonatadas, ya que las botellas deben ser impermeables a la atmósfera y soportar las presiones del gas de la bebida y, de preferencia, ser transparentes. Se desarrolló por Dupont en los años setenta para las fábricas de Coca-Cola, ya que las ventas se elevaban si el envase contenía mayor cantidad de líquido (dos litros) pero los procesos para moldear plástico existentes hasta ese momento no soportaban botellas tan grandes. Hay que recordar que la inyección-soplado es idóneo para botellas pequeñas, pero no resiste tan bien aquellas mayores a medio litro. En un principio, las botellas de dos litros eran de vidrio y pesaban mucho; el salto al uso de PET resultó en la simplificación del proceso de transporte.
Para ello, Dupont tuvo que desarrollar el proceso de tensión-soplado. Como se mencionó antes, una de las cosas importantes a tomar en cuenta fue que el envase debía ser capaz de soportar elevadas presiones sin deformarse ni sufrir pérdidas por presión. Tampoco debía alterarse el sabor del producto.
Este proceso se realiza en varios pasos. Primero, se obtiene la preforma o precursor mediante inyección y se enfría en un molde para evitar que cristalice y que se formen zonas opacas. Luego, el PVC se calienta de nuevo y se tensiona mediante el estiramiento de la barra central que se utilizó para la preforma, y el soplado, que expande la pieza radialmente. De esta forma, alcanza su volumen total en ambos ejes.